涡流工作原理
1、涡流检测(Eddy Current Testing)是许多无损检测(NDT)方法之一,它应用“电磁学”基本理论作为导体检测的基础。
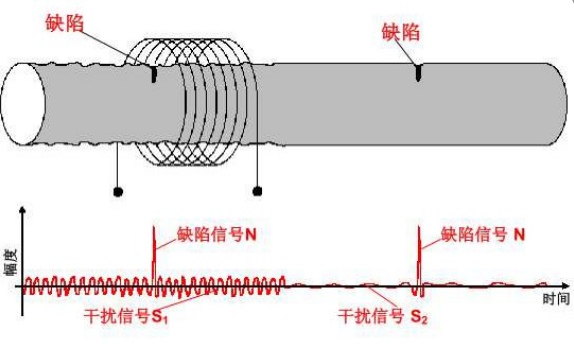
涡流检测是把导体接近通有交流电的探头,建立交变磁场,该交变磁场通过导体,并与之发生电磁感应作用,在导体内建立涡流。探头导体中的涡流也会产生自己的磁场,涡流磁场的作用也会改变原磁场的强弱,进而导致电压和阻抗的变化。因此当导体出现缺陷或测量的金属材料发生变化时,将影响到涡流的强度和分布,涡流的变化又引起了检测线圈电压和阻抗的变化,根据这一变化,就可以间接地知道导体内缺陷的存在及金属材料的缺陷。
分选原理:
涡流本身会产生反向磁场,反过来改变探头线圈的阻抗(电压、相位、幅值)。当金属材质、硬度、缺陷(裂纹、气孔)发生变化时,涡流大小、分布随之改变,探头信号就会出现差异,仪器通过解析信号实现分选、探伤、硬度区分。
通电探头→发射交变磁场→金属工件被磁场感应→产生涡流→不同金属材质/不同硬度→涡流强度不同→探头接收涡流反馈信号→仪器区分、分选。
简单说:利用不同金属导电导磁差异,感应出不同涡流,实现快速分选。
材质分选:区分铜、铝、铁、不锈钢、合金等。
硬度分选:同材质下,热处理硬度不同,涡流信号不同。
仪器特点介绍
采用 WINDOWS 操作平台使仪器使用更为智能简便。仪器性能稳定、可靠,可 实现自动化、检测速度快,专用于高速检测金属管、棒、线材的在线探伤的涡流检测设备。 具有相对独立的检测通道,可同时驱动两款不同形式的检测探头(由绝对和差动线圈 构成的组合式探头等),两个检测通道同时进行数据采集,用于检出金属管、棒生产中出现的 纵向和横向裂纹缺陷。用于焊管在线、离线检测时,仪器对金属管、棒、线材的裂纹、暗缝、 气孔、夹杂 和开口裂纹等缺陷具有很高的检测灵敏度。对生产过程中,因焊机故障而造成产 品的缓变伤、长道伤均能可靠检出。
智能数字涡流探伤仪具有 50 Hz~10 MHz 的测试频率范围,能够适应各种不同 金属管道的检测要求,并且由于采用全数字化设计,能够在仪器内建立多个标准检测文件,方 便用户在改换产品规格时调用。DSP/FPGA 高速数据处理电路的采用,保证仪器的高采样率 和超低噪声,预防漏检或误报。仪器可选配高精度延时打标电子模块、磁饱和器以及打标机、 探头架,以便实现金属管涡流在线自动探伤。可配耦合间隙要求低的穿过式传感器或外穿传 感器、扇形传感器。
广泛的应用领域:不锈钢管棒、线材;石油管;有色金属管、棒、线材;合金钢、碳钢; 无缝钢管;金属板材;金属焊管等金属。
适用于检测标准:GB/T 7735—2004 ASTM-E 243—97 GB/T 11260—96 API-5 等。
技术参数特性
●检测通道:1~16
●频率范围:50 Hz~10 MHz 连续可调, 手动随意输入数字
●增益范围:0~99.0 dB 连续可调, 步进: 0.1dB
●相位旋转:0~359°连续可调,步进: 1 deg
●增益比:(X/Y)0.1~10.0
●检测速度:> 200M/min
●可调探头驱动等级:1~8
●可调探头匹配等级:0~3
●非等幅、非对称相位报警区域设定
●多中显示方式:阻抗、时基
●数字滤波:0Hz~2KHz 带通滤波,0~10 多阶滤波
●延时、实时硬件输出报警,支持串口、并口、USB 输出控制
●声光报警输出、PLC 控制输出
●具有延时、定长打标,精度 0.01S/1MM
●自动平衡:1~100 级实时反馈平衡
●内、外时钟选择
●多达 8 路报警信号输出,多为安全开关信号
●具有端头、端尾信号切除功能(可扩多段信号控制)
●大量存储各种检测程序和检测数据
●可涡流信号回放扩展功能,测量缺陷的幅值、相位、数字值
●自动记录显示缺陷数及其位置
●自动形成检测报告(包括检测数量、合格数和不合格数)
●显示方式:实线、消隐、十字光标
●消隐显示系数:1~400
●中英文操作语言、在线帮助
●直角坐标系与极坐标系背景选择
●自动日历、时间显示
●电源: 220V(-20% ~ +20%) 功耗< 200W
●482*452*177mm (L*W*H)(台式工控机) 19 寸显示器
涡流硬度、材质等分选
1、同规格尺寸的区分及钢种鉴别(淬火件和未淬火件快速分选)。
2 、同规格尺寸、同一热处理工艺状态工件的硬度检测及快速区分(硬度快速分选)。
3 、对硬化层深度的分选。
4 、对材料及热处理后工件的缺陷进行有效的区分和鉴别。
5 、对热处理后工件的机械性能(如强度)进行鉴别和分选。
6 、对同种材料不同热处理状态的区分。
7 、适用条件:同一规格尺寸的规则件、非规则件均可适用。
人员培训
1、卖方在设备总装调试期间,免费培训买方不少于2名工作人员。
2、卖方在买方现场设备安装调试时,免费负责培训买方操作,主要是设备的正常操作、维修、保养及一般故障排除。
3、主机操作人员应具备操作自动控制设备的操作经验微机操作人员应熟练掌握、操作计算机及软、硬件维护。
设备的保养与维护
1、操作人员、经过培训合格以后,可以进行上机操作,建立健全的的使用与保养的规章制度,操作人员必须按照规程操作,对本系统应该实行定人、定机的操作。
2、设备从工作之日起操作人每天应对设备进行检查,及时发现异常应给予排除。
设备使用环境条件
1、本机安装在车间的固定处使用
2、环境温度零下10~50℃
3、环境相对湿度:不大于85%
4、电源:220V(-20% ~ +20%)
质量保证及售后服务
1、自设备安装调试结束之日起,作为设备质量保证期开始。供方对设备保修一年,并对设备实行终身维修服务。在设备保修期内的有关费用由供方承担,在设备保修期外的有关费用供方只收取材料费。
2、设备投入正常运行后供方仍将随时为需方提供一切技术咨询
3、在设备使用过程中若发生需方不能自行解决的技术问题,供方在接到需方的请求时,应予以答复并提出解决方案。